
Avantages et inconvénients du filetage à froid et du processus de filetage de coupe
vues : 14466
auteur : Ron
temps de mise à jour : 2020-01-09 16:46:44
Avantages et inconvénients de fil d'extrusion à froid s et coupe le processus de filetage
Éditeur : Ron
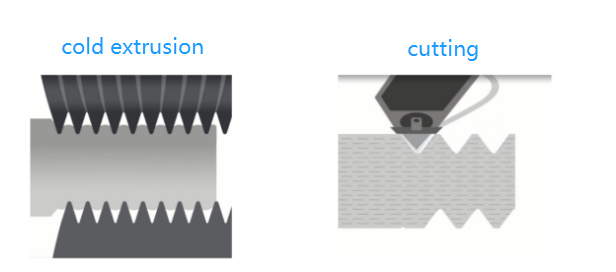
Comparaison des principes de traitement:
Les filets d'extrusion à froid (type cylindrique et type plat) sont des filets formés par l'extrusion d'une pièce par la filière de laminage, et les filets de coupe (meulage, tournage, fraisage et moule à vis) sont formés en éliminant l'excès de la pièce par un cutter ou un filetage de meule.
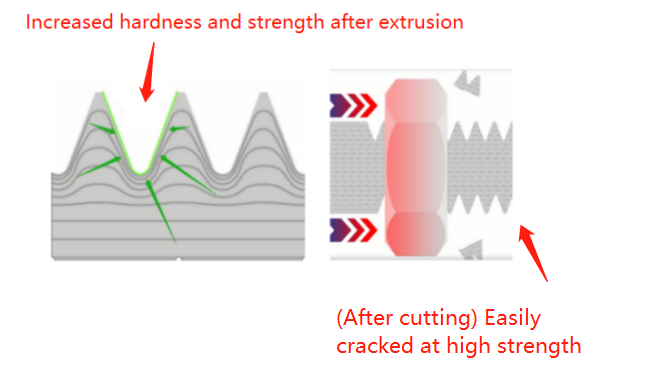
1. comparaison de la résistance à la traction; Après avoir coupé le fil, le matériau en excès de la pièce est retiré et la structure en fibre métallique est coupée, de sorte que la résistance à la traction et la ténacité de la pièce seront relativement réduites. Après extrusion à froid, la structure fibreuse du tissu de la pièce se comprime et se dilate en raison de la formation à froid, ce qui rend le tissu plus compact et la surface du fil est durcie pour augmenter la résistance et la dureté du fil.
Par conséquent, les filetages extrudés à froid peuvent être largement utilisés dans des positions importantes dans des domaines importants qui nécessitent des pièces à haute résistance telles que l'aérospatiale, les pièces automobiles, l'équipement médical et la construction. Les fils de coupe ne peuvent pas être utilisés dans les domaines ci-dessus pour des raisons de sécurité.

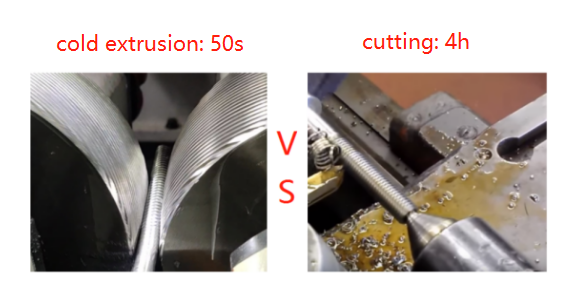
2. comparaison des coûts de production: les fils extrudés à froid sont formés en même temps par des matrices de laminage et le temps de traitement est rapide; tandis que le fil de coupe nécessite plusieurs coupes de la pièce à usiner par l'outil pour se former, et le temps de traitement est relativement long. le même temps de traitement, la capacité de production de l'équipement de coupe est bien inférieure à celle de l'équipement d'extrusion à froid. Par exemple, une vis en T d'une longueur de 1 mètre de T20X2,5 mm peut être réalisée en 30 à 50 secondes environ à l'aide d'une machine d'extrusion à froid, mais il faut environ 3 à 4 heures pour couper une machine à fileter.
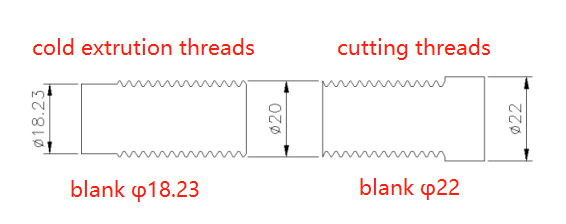
3. Comparaison de l'utilisation du matériau: les filets d'extrusion à froid sont le fil qui s'est formé en élargissant l'ébauche de la pièce en roulant des matrices, donc il n'y a pas de gaspillage. Parce que le diamètre extérieur après moulage est plus grand que l'ébauche, le matériau est directement enregistré.
Par exemple, vis métrique triangulaire M20x2,5 mm, le diamètre extérieur de l'ébauche ne doit être que de 18,23 mm. Le fil de coupe est coupé en supprimant le surplus. L'ébauche du fil de coupe utilise une ébauche plus grande que le diamètre extérieur du fil. Plus le flan est long, plus le flan est grand, ce qui générera beaucoup de déchets. Les matières premières requises sont en conséquence beaucoup plus, le coût augmente également; par exemple, vis M20x2,5 mm 60 cm de long, le diamètre extérieur de l'ébauche a besoin de 22 mm.
4. Comparaison de la précision de traitement: Parce que les fils extrudés à froid sont extrudés à travers une filière, une fois la filière déterminée, la cavité est fixée, de sorte que la précision du fil extrudé à chaque fois peut être maintenue; Le fil de coupe est formé en coupant plusieurs fois avec un outil. Tant que l'outil est usé, le filetage formé sera différent, affectant la consistance de la pièce; cela pose également beaucoup de problèmes lors de l'inspection de la pièce.
test de précision des matrices de roulement

Lorsque nous choisissons la technologie de traitement de production, si la quantité de pièces est relativement petite, nous choisirons le tournage de tour (comme le filetage de fixation des pièces d'entretien ou des pièces d'arbre); Si la partie filetée de cette pièce nécessite une grande précision, nous devons choisir à broyer (le fil utilisé pour la mesure doit être broyé); Les produits fabriqués par extrusion à froid ont une résistance à la traction unique, un coût en temps inférieur, un coût de matériau inférieur, une bonne consistance de moulage et sont adaptés à la production de masse de pièces, donc ce processus est largement utilisé par nous.
Consultant technique: Fuxin Hong Réviseur technique: Yi Lau
Éditeur : Ron
Comparaison des principes de traitement:
Les filets d'extrusion à froid (type cylindrique et type plat) sont des filets formés par l'extrusion d'une pièce par la filière de laminage, et les filets de coupe (meulage, tournage, fraisage et moule à vis) sont formés en éliminant l'excès de la pièce par un cutter ou un filetage de meule.

1. comparaison de la résistance à la traction; Après avoir coupé le fil, le matériau en excès de la pièce est retiré et la structure en fibre métallique est coupée, de sorte que la résistance à la traction et la ténacité de la pièce seront relativement réduites. Après extrusion à froid, la structure fibreuse du tissu de la pièce se comprime et se dilate en raison de la formation à froid, ce qui rend le tissu plus compact et la surface du fil est durcie pour augmenter la résistance et la dureté du fil.

Par conséquent, les filetages extrudés à froid peuvent être largement utilisés dans des positions importantes dans des domaines importants qui nécessitent des pièces à haute résistance telles que l'aérospatiale, les pièces automobiles, l'équipement médical et la construction. Les fils de coupe ne peuvent pas être utilisés dans les domaines ci-dessus pour des raisons de sécurité.

2. comparaison des coûts de production: les fils extrudés à froid sont formés en même temps par des matrices de laminage et le temps de traitement est rapide; tandis que le fil de coupe nécessite plusieurs coupes de la pièce à usiner par l'outil pour se former, et le temps de traitement est relativement long. le même temps de traitement, la capacité de production de l'équipement de coupe est bien inférieure à celle de l'équipement d'extrusion à froid. Par exemple, une vis en T d'une longueur de 1 mètre de T20X2,5 mm peut être réalisée en 30 à 50 secondes environ à l'aide d'une machine d'extrusion à froid, mais il faut environ 3 à 4 heures pour couper une machine à fileter.

3. Comparaison de l'utilisation du matériau: les filets d'extrusion à froid sont le fil qui s'est formé en élargissant l'ébauche de la pièce en roulant des matrices, donc il n'y a pas de gaspillage. Parce que le diamètre extérieur après moulage est plus grand que l'ébauche, le matériau est directement enregistré.
Par exemple, vis métrique triangulaire M20x2,5 mm, le diamètre extérieur de l'ébauche ne doit être que de 18,23 mm. Le fil de coupe est coupé en supprimant le surplus. L'ébauche du fil de coupe utilise une ébauche plus grande que le diamètre extérieur du fil. Plus le flan est long, plus le flan est grand, ce qui générera beaucoup de déchets. Les matières premières requises sont en conséquence beaucoup plus, le coût augmente également; par exemple, vis M20x2,5 mm 60 cm de long, le diamètre extérieur de l'ébauche a besoin de 22 mm.

4. Comparaison de la précision de traitement: Parce que les fils extrudés à froid sont extrudés à travers une filière, une fois la filière déterminée, la cavité est fixée, de sorte que la précision du fil extrudé à chaque fois peut être maintenue; Le fil de coupe est formé en coupant plusieurs fois avec un outil. Tant que l'outil est usé, le filetage formé sera différent, affectant la consistance de la pièce; cela pose également beaucoup de problèmes lors de l'inspection de la pièce.
test de précision des matrices de roulement

Lorsque nous choisissons la technologie de traitement de production, si la quantité de pièces est relativement petite, nous choisirons le tournage de tour (comme le filetage de fixation des pièces d'entretien ou des pièces d'arbre); Si la partie filetée de cette pièce nécessite une grande précision, nous devons choisir à broyer (le fil utilisé pour la mesure doit être broyé); Les produits fabriqués par extrusion à froid ont une résistance à la traction unique, un coût en temps inférieur, un coût de matériau inférieur, une bonne consistance de moulage et sont adaptés à la production de masse de pièces, donc ce processus est largement utilisé par nous.
Consultant technique: Fuxin Hong Réviseur technique: Yi Lau